
全国服务热线:
0535-8523788
全国服务热线:
0535-8523788

电话:0535-8523788
手机:18854551999
传真:0535-8523788
邮箱:suhang1980@163.com
网址:www.yantaishanhai.cn
地址:山东省烟台市龙口市东江工业园
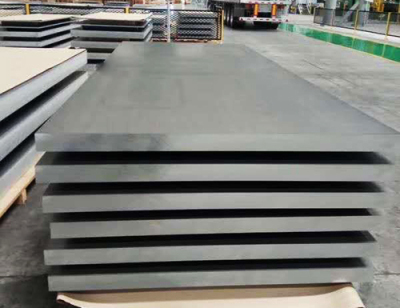
船用铝板带坯板形的传统控制方法包括轧辊倾斜,船用铝板工作辊弯辊和调节轧辊冷却液系统但这些方法还不能完全满足带坯板形控制的要求,因为弯辊装置虽然反应灵敏,却受到轧制力和超出轧件宽度以外的有害弯矩干扰,使相当一部分弯辊力的作用被抵消,阻碍了弯辊效果的发挥;冷却液系统的调节反应迟缓,为了增加冷却液流量的分辨精度,现已将喷嘴的流量比例扩大到10: 1此外,还采用各种机械方法改造轧辊系统,以达到迅速改变轧辊弧度(roll caber)的目的:
(1)、HC(高弧度)六辊机-在四辊轧机的工作辊与支承辊之间增添一对可沿轴向相对移动的中间辊,移动距离按轧件宽度确定,用于消除轧件宽度以外工作辊与支承辊之间的有害接触,减少轧件两边的减薄量,提高弯辊力对控制板形的效果
(2)、VC(可变弧度)辊一采用内部备有液压腔的轧辊作为支承辊,利用改变腔内压力的方法调节支承辊弧度,抵消轧辊在轧制力作用下的挠魔
(3)、TP(锥形柱塞)辊一在支承辊内部两端设置锥形柱塞环,用液压推动柱塞环以调节支承辊弧魔
(4) 、DSR(动态弧度)辊一在支承辊内部设置7个液压缸,利用液压推压转动轴套,以便在轧件板形所需要校正的位置直接调节轧辊弧度
(5)、CVC(连续可变弧度)辊一采用一对似保龄球形工作辊,两个辊的磨削程度相同,但互相错位18哎上下排列,辊身长度上的实际直径差小于1mm辊缝形状在轧辊相对移动时按线性规律连续变化当工作辊位置在士150mm之间轴向移动时,每个轧辊的弧度可从一0. 5mm变化到+0. 3m耐3)0在上述辊系中,HC轧机中间辊和cvc工作辊的移动需要几秒钟,所以一般是在轧机空载运转时作预设定调节,而不是在轧制进行中作动态调载vc辊、TP辊和DSR辊则既可作预设定调节,也适用于动态调长vc辊和TP辊在使用时,轧制力仍作用于支承辊的辊颈上,DSR辊在使用时,则以支承辊内部的液压缸代替辊颈部位的压下装置,所以能改变轧制力而不影响轧辊挠度。








 座机:0535-8523788
座机:0535-8523788 电话:18854551999
电话:18854551999 邮箱:suhang1980@163.com
邮箱:suhang1980@163.com 地址:山东省烟台市龙口市东江工业园
地址:山东省烟台市龙口市东江工业园
