
全国服务热线:
0535-8523788
全国服务热线:
0535-8523788

电话:0535-8523788
手机:18854551999
传真:0535-8523788
邮箱:suhang1980@163.com
网址:www.yantaishanhai.cn
地址:山东省烟台市龙口市东江工业园
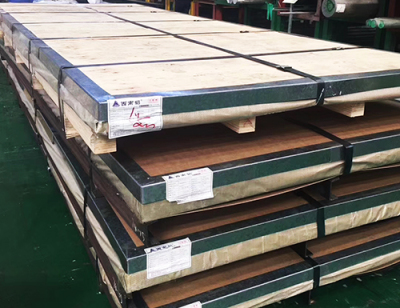
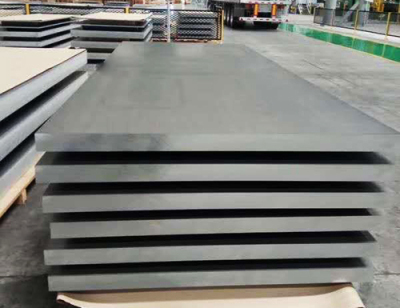
船用铝板轧制过程控制用于设定和控制船用铝板带坯热粗轧和热精轧的全部参数和数据。除每台船用铝板轧机分别配备计算机之外,所有计算机都进行联网,协调控制轧机进口侧和出口侧的带坯厚度温度、板形压下液压缸位置和压下量、轧制力、轧制速度轧辊倾斜弯辊液压缸位置和弯辊力、冷却液喷射位置和流量、清辊器压力和转速、带坯卷取速度和张力等。
此外,根据带坯尺寸和板形的要求在冷轧时设定HC轧机中间辊和cvC工作辊的移动位置,vc辊TP辊液压腔的压力和DSR辊液压缸的压力和分布轧制开始时的步骤:
1、先按照设定的参数从计算机的内选择储存的模式进行运转,再根据运转中实测数据调节主要参数,以便在轧制过程中连续地优化产品质量热粗轧机轧出带坯的预测数据正馈到热精轧机作初步定位。
2、然后将热精轧机轧出产品的实测数据反馈到控制系统与目标数据对比任何偏差将经过控制系统分析“过滤”,确定轧辊倾斜、工作辊弯辊、冷却液区段喷射以及其它工艺参数的蕞佳综合方案。
作为对预设定参数进行调整的依据,计算机网络将监控每块铸锭从加热炉到热粗轧和热精轧的整个过程,使轧制过程标准化,防止各带坯之间有过程差异,避免操纵手可能输入不规范数据和占用操作时间,确保稳定的产品质量。









 座机:0535-8523788
座机:0535-8523788 电话:18854551999
电话:18854551999 邮箱:suhang1980@163.com
邮箱:suhang1980@163.com 地址:山东省烟台市龙口市东江工业园
地址:山东省烟台市龙口市东江工业园
